E241en1_2.doc S 160 - 7 GB 3
Excessive feed significantly reduces the service life
of the cutters and can damage the unit.
Sharp cutters always cut well and are easy on the
machine. Always turn or replace the cutters in good
time.
Cutting radii: Do not tilt the machine and work with
minimal feed.
Work upside down with the fixed blade carrier
pointing upward when cutting along the edge,
particularly during precision cutting along a scribed
line.
Cutter selection
Moving cutter blade (top cutter) and fixed cutter
blade (bottom cutter) have the same shape and are
mutually (top or bottom) interchangeable. All cutters
have 4 cutting edges. These are not regrindable
"fourfold-reverse blades". Two different cutter types
may be selected from the following table according
to the thickness, tensile strength and type of
workpiece that is to be machined:
M a t e r i a l
Cutter-Type Order No. - thickness
(mm)
- type,
- consistency
Standard * 126471 0.3 – 2.0 Aluminium
250 N/mm²
Standard * 126471 0.3 – 1.6 Structural steel
400 N/mm²
Cr ** 919760 0.3 – 1.2 Special steel
600 N/mm²
Cr ** 919760 0.3 – 1.0 Special steel
800 N/mm²
* The standard cutter for material consistencies up
to 400 N/ mm2 does not have a special type label.
** Cutter type "Cr" = chrome-steel cutter with
optimised cutter geometry, suitable for steels >
400 N/mm²
Risk of fracture!
It is urgently recommended that tools be used
according to the specifications found in the table.
Cutters
Disconnect the compressed-air tube from the
machine!
Top and bottom cutters are identical. They have 4
cutting edges each and can replace each other.
Turn the cutters 90° or replace them if cutting power
is insufficient.
To turn the cutters, loosen the screw on the
respective cutter; turn the cutter 90° and retighten
the screw.
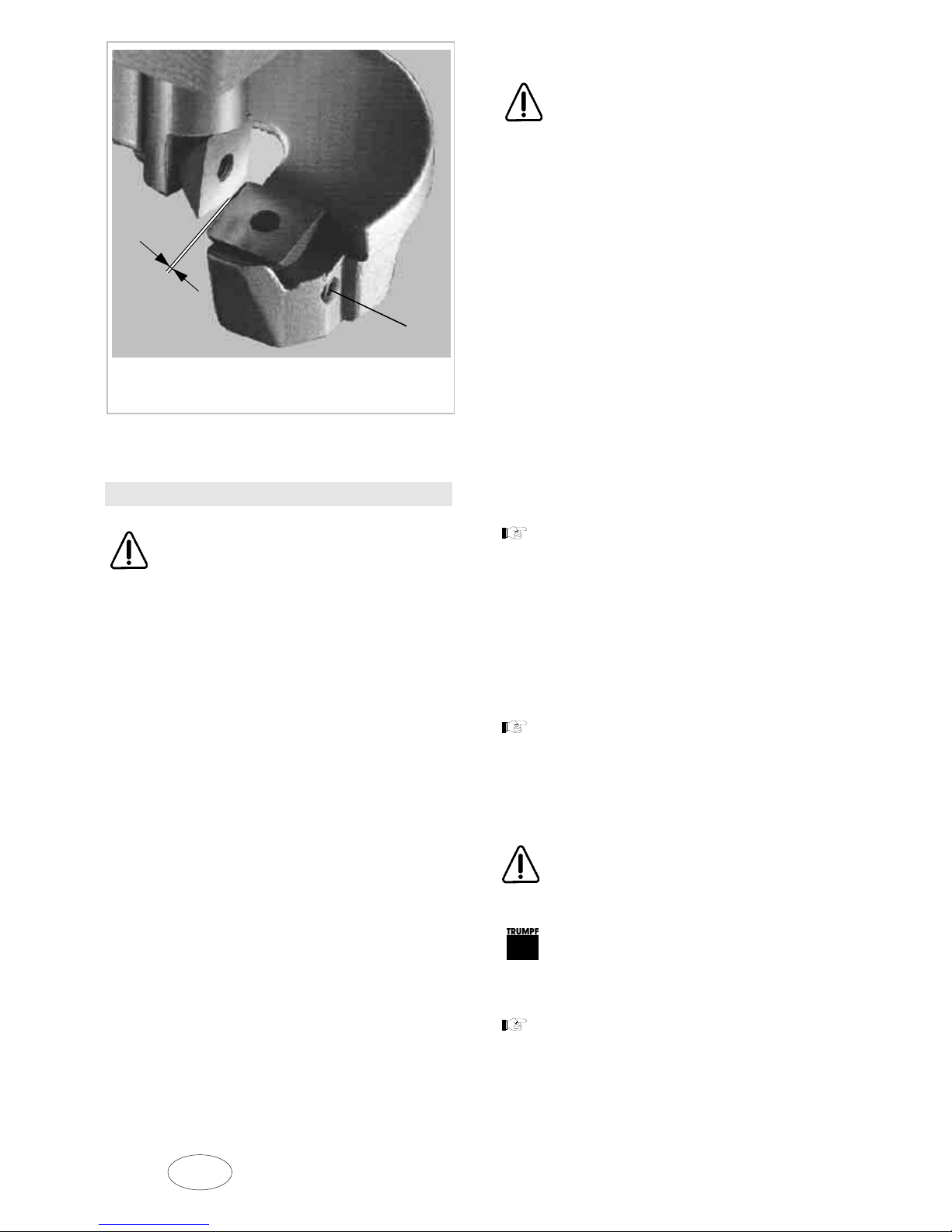
Ensure that the adjusting screw (15) on the bottom
cutter fits closely.
Cutting clearance
Cutter clearance "a" is preset for a sheet thickness
of 1.0 mm when the machine is delivered. The
following values produce optimal cutting quality
when machining sheets that are thinner or thicker
than 1.0 mm:
Sheet thickness: Cutter clearance "a"
0.3 - 0.6 mm 0.10 mm
0.8 - 1.2 mm 0.25 mm (upon delivery)
1.3 - 1.6 mm 0.30 mm
Adjusting the cutting clearance
•Ensure that the moving cutter blade (top cutter) is
in lower dead centre position (by "tapping" on the
switch several times lightly).
•Disconnect the compressed-air tube from the
machine!
•Loosen lower cutter and move it to distance "a"
using the adjusting screw (15).
•Retighten cutters
•Screw down the adjusting screw (15) slightly.
•Check the distance using the setting gauge.
Warning! The cutters must not touch each other.
See Fig. 9917