9
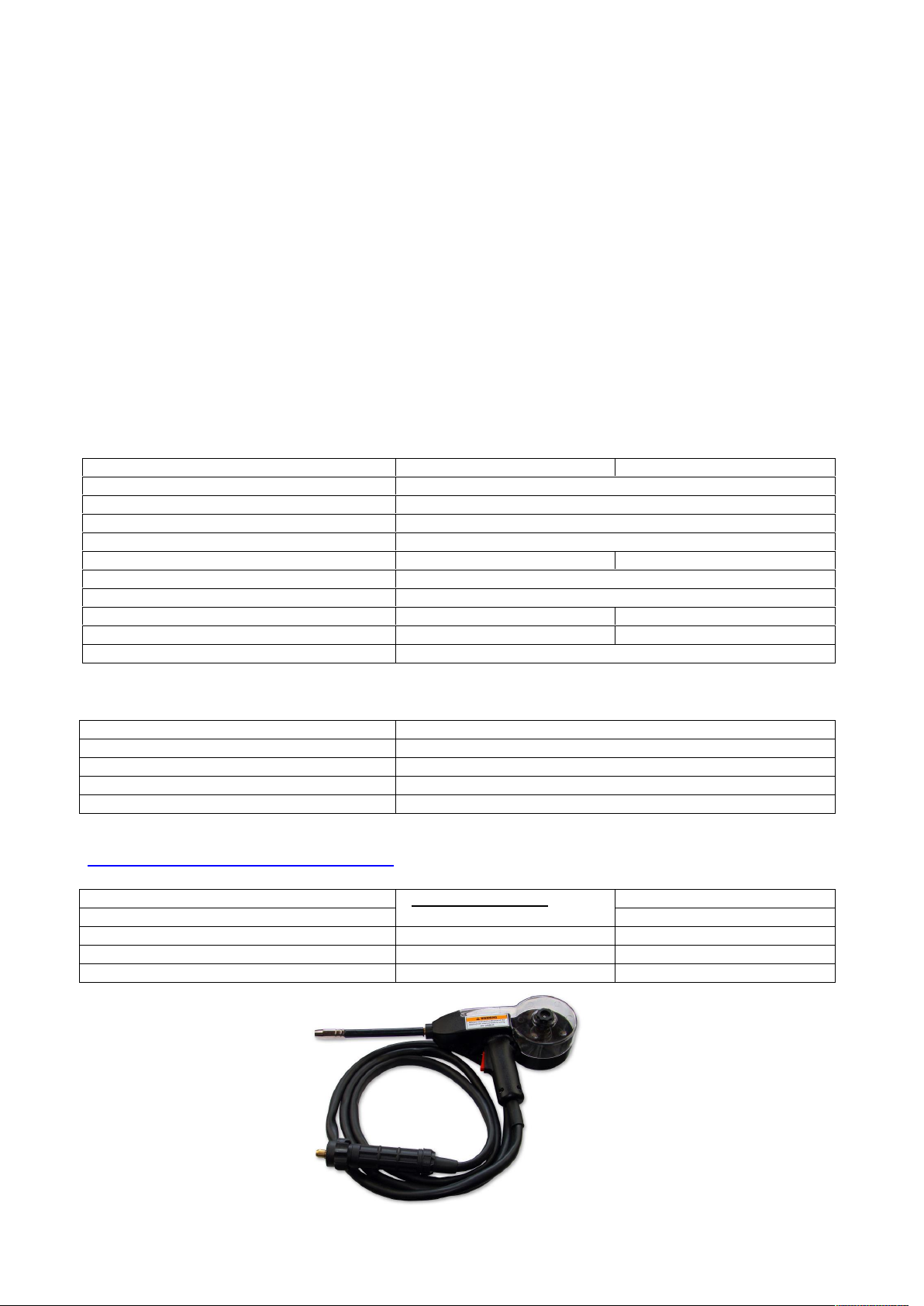
8.3.1.3 Welding type handle Spool Gun (optional)
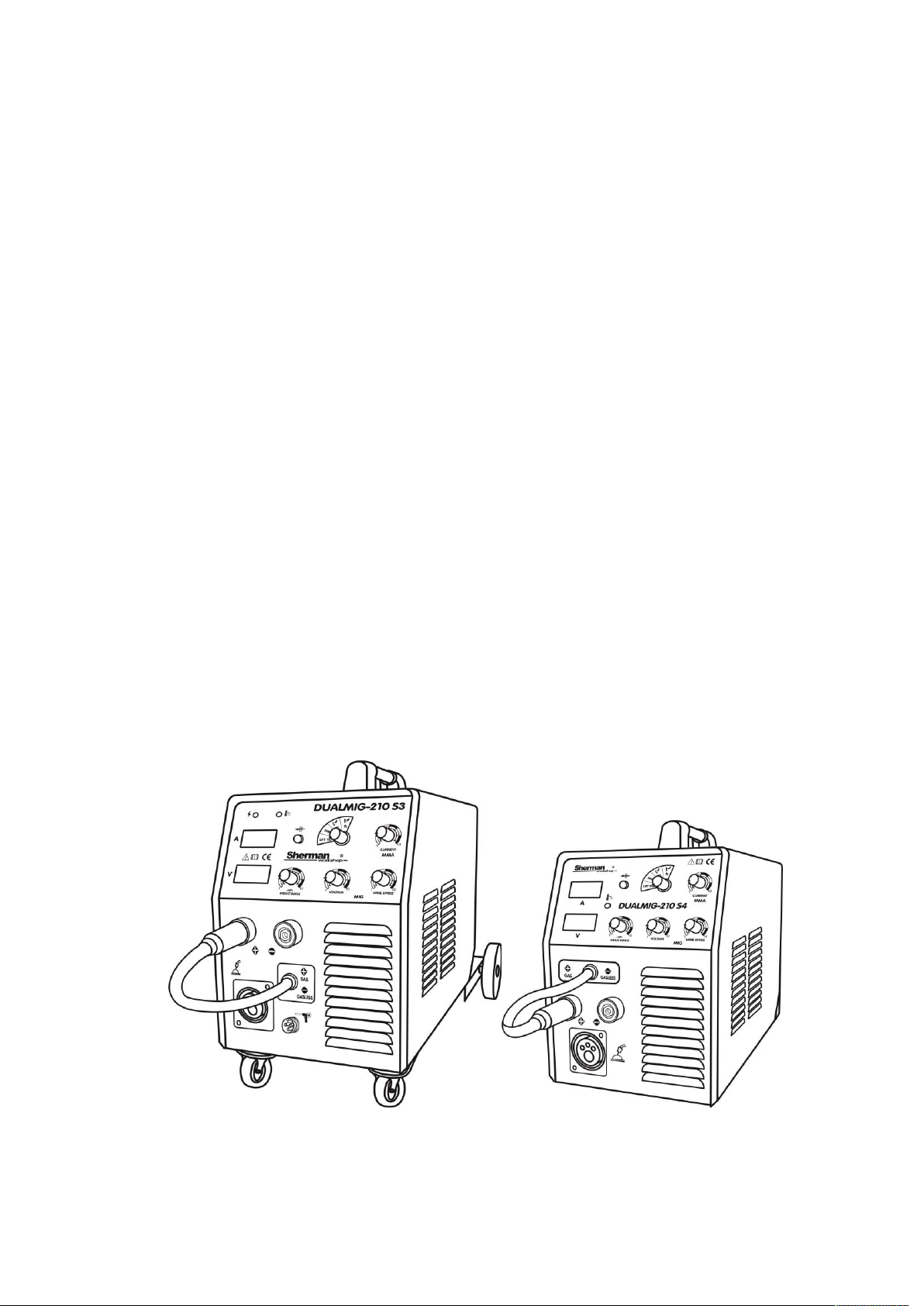
Welder DUALMIG 210 S3 has the ability to handle the type of application Spool Gun, which is mounted at the mini wire feeder. In order to handle such
a welding proceed as in section 8.3.1.1 or 8.3.1.2, and additionally plug control handle socket (20) and the switch-type
the handle (21) in the feeder chamber to position
.
8.3.2 Setting welding parameters
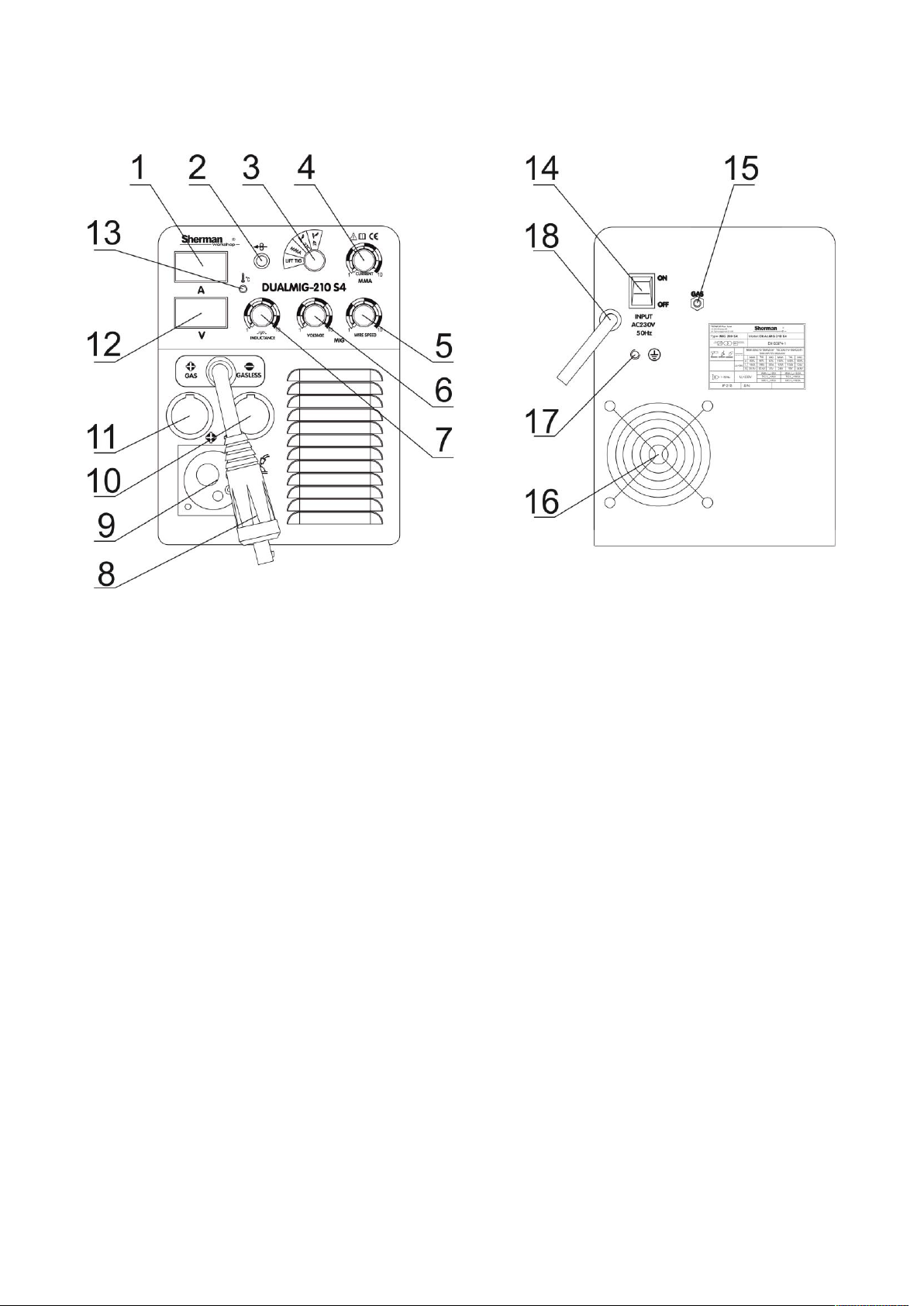
1. Turn on the power supply connector (14) on the rear of the device.
2. Set the welding method (3) to position 2T or 4T.
3. The knob (6) set the proper welding voltage.
4. knob (5) to the wire feed speed.
5. knob (7) to an appropriate inductance.
8.3.3 arc Initiation
8.3.3.1 Mode dwutaktu 2T
1. Bring the holder parts to be welded, so that the distance between the nozzle and the welded parts was approx. 10 mm.
2. Press the button on the torch and start welding. Releasing the button will complete the welding process.
8.3.3.2 Mode czterotaktu 4T
1. Bring the holder parts to be welded, so that the distance between the nozzle and the welded parts was approx. 10 mm.
2. Press the button on the handle and ignite the welding arc. After the arc is lit, release the button and continue welding. Pressing and
releasing the button will complete the welding process.
9. Before calling service,
In the event of malfunction of the unit, before sending welding for service, check the list of basic failures and try to remove them yourself.
Repair work may only be carried out after removing the plug from the wall socket.
Attention! The device is not sealed, and the user can remove the cover of the welding device in order to remove minor breakdowns.
symptoms Cause Procedure
No power, signal failure or faulty
operation of the unit
No connection or loose plug inside the device Remove the cover, check and correct the connection of
all electrical plugs inside the device
No feed of the electrode wire (feeder
motor is running)
Weak pressure rollers Set the correct pressure
Not the diameter of the groove of the guide
roller Wear an appropriate guide roll
Contaminated guide wire holder Clean the guide wire electrode Locked wire electrode at the end of the current Contaminated guide wire holder Clean the guide wire electrode Locked wire electrode at the end of the current
Replace contact tip
Irregular wire feed electrode
Current damaged tip Replace contact tip
The groove the feeding roller is dirty or
damaged Clean the roll groove or replace the roll
Spool with wire rubs against the walls of the lid welder Attach the wire spool correctly
Not to bow strikes
Lack of proper contact wire clamp mass To improve mass contact terminal
Faulty switch in the handle MIG replace switch
Improper connection to the unit MIG Check the condition of the electrical connections of the
handle, check that the pins in the socket are not broken
or jam
Arc too long and irregular Welding voltage too high Reduce the welding voltage
Wire feed speed too low Increase the speed of wire feed
Arc too short Welding voltage too low Increase welding voltage
Wire feed speed too high Reduce the wire feed speed