Attaching Measuring System to Machine: (see specific instructions for the Measuring System purchased)
For: FEX, OMD, RAB, OMD/RAB Combination Gages, or PAS
1. Place long measuring gage on table with measuring tape facing up. Bolt through Front Fence Angle, P/N
15M36R with 3/8-16 bolts provided. Adjust gage so measurement rule is correctly set (see Diagram “G”);
A. With scale or ruler touching the side of the tips of the blade, measure a distance away from the blade.
Be sure the ruler and the tape on the fence gage read the same.
B. Adjust fence, left to right as necessary.
C. Both fences, left and right, must be in perfect alignment. Use a long straight edge for this purpose.
1. Take a two foot steel scale lying flat on table base. Butt edge forward against fences. Touch each
outside corner of scale. If one side pulls away from fence, then long fence is not in alignment with
left fence (see Diagram “F”).
D. Attach fence support angle to fence and table.
2. Place aluminum angle with slide into keyway. (Rabbet
Angle Assembly, P/N 15E85 is comprised of Slide,
P/N 15M80 & Rabbet Angle, P/N 15M85)
A. Move angle forward to front fence and square up.
B. When rabbet angle is square against front fence,
both measurement rules should read the same.
This may be visually deceiving.
Use a 90° square to check.
C. Adjust rabbet angle on slide as necessary by loosening 1/4-20 bolts on rabbet slide.
3. How to use Rabbet Gage:
A. Feed stick length with 45° mitre past right blade.
B. Slide aluminum angle under rabbet of wood moulding to desired dimension.
C. Move outside stop and clamp to that point and lock.
D. Slide rabbet angle back and cut.
-5-
Vision Gage Assembly:
The vision gage has been completely installed on your machine before shipment. It is then disassembled for
shipment.
1. Attach leg to table with 3/8-16 bolts and nuts provided.
2. Attach Table, P/N BF17C to machine floor stand on Angle Bracket, P/N BF05A. Use 3/8-16 bolts and nuts
provided on angle bracket.
3. Butt Vision Gage as close as possible to to the edge of the base casting P/N 15C20. Attach Vision Gage
to machine base with 10-32 screws provided.
A. With a scale or ruler touching the side of the tips of the blade, measure a distance away from the blade.
Be sure ruler and vision gage markings read the same. Adjust left to right as necessary.
4. Put outside Fence Gage, P/N 15BM223 on top of lined Vision Gage so that lines terminate at fence. Attach
outside measuring gage with 3/8-16 bolts provided to Right Front Fence Angle, P/N 15M36R. Adjust gage
so measurement rule is correct. Follow instructions under No. 3A above. Attach Fence Support Angle,
P/N 15F82 with bolt and nuts provided.
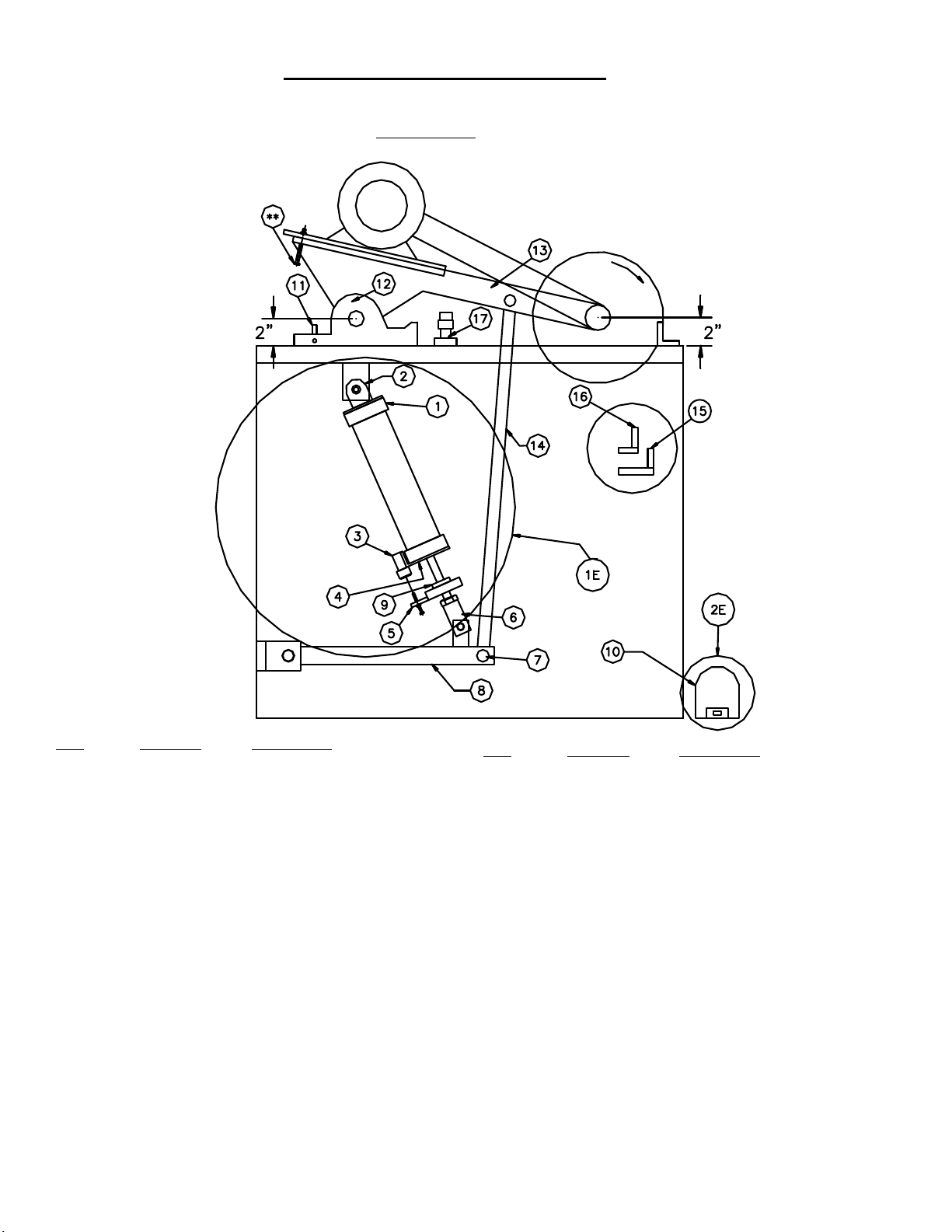
Diagram “F”
Diagram “G”