1.1 CLEARING BEFORE WELDING
Tungsten argon an welding is very sensitive to surface contamination of filled metal.Therefore
before welding is carried out, grease, paint and coating on the surface,lubricant for machining and
oxidized film should be removed.
1.2 DC ARGON ARC WELDING
When you need process at DC tig,please switch "pulse off/low/high" to "pulse off".
①
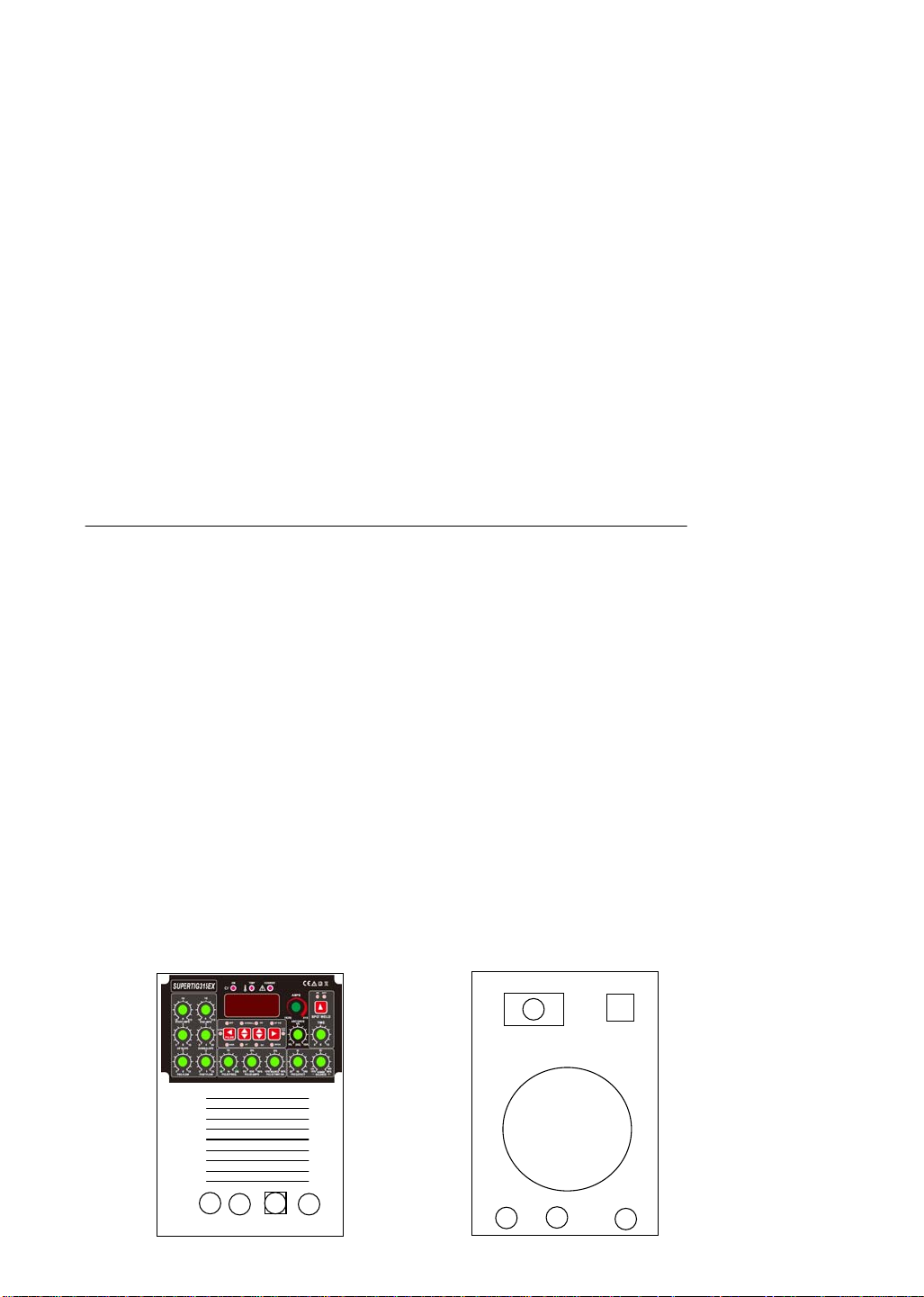
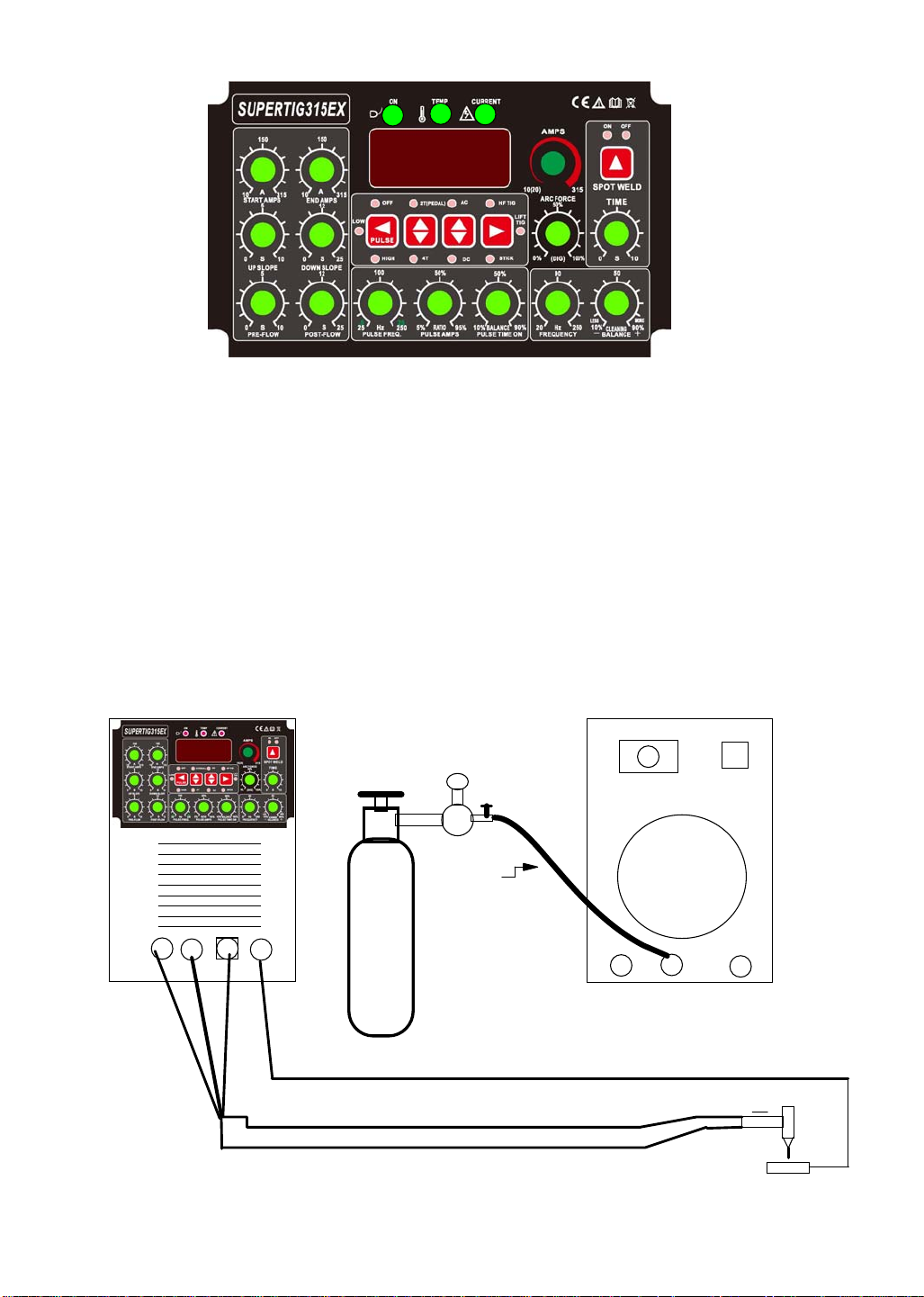
.Put Switch "19"(AC/DC) onto the position " DC",Connecting the gas inlet pipe to inlet "21"
of the welding.Put switch"12" (MMA/TIG switch) onto the position "TIG".
②
.Connecting gas inlet pipe of the welding torch to argon output of welder "17".
③
.Putting the aerial plug of the welding torch in the argon arc control socket "18".
④
.Testing gas: get the power of the welder ready and switch on the power "2", open the argon
bottle switch and switch on the flow meter, press the torch switch, select suitable argon flow.
⑤
. .Regulating the base current knob "4"( pulse switch "OFF" ) . Selecting suitable welding
current according to thickness of the workpiece to be welded.. Selecting suitable current down
slope time and after flow time according to the current.
Notice 1:
The current indicating meter on the front panel is used to display the preset output current
level before welding, and actual output level while welding: A lit display indicates input power is
turned on.
⑥
. Tungsten electrode end is 2-3mm away from the welding workpiece. Press the torch switch,
arc striking will occur.
Notice: During welding, when the" 26. 2steps/4steps switch"on "2 steps", switch of the torch must
be pressed and can not be released.otherwise the arc will be broken.
⑦
.Releasing the switch of the torch, welding current will reduce gradually (time is adjustive)
and arc extinguishes.The welding torch can not be removed as soon as the arc extinguishing. Let the
protection gas cooling down for the welding seam not to be oxidized.
⑧
.When the welding operation is finished, turn off argon bottle switch and cut off input power
of the welder.
1.3 PULSE ARGON ARC WELDING
①
. Selection of base current and pulse current( current regulation):
pulse switch "low " or "high"
②
. Pulse frequency regulating: when the knob"6" is regulated clockwise,the frequency is high
and pulse speed is high; conversely the speed is low. The frequency changes between 0.5-25Hz(
when the Pulse Off/low/pulse high at low position).when you put the switch to "pulse high", the pulse
frequancy range up to 25-250Hz.
③
.Regulation of pulse width ratio; when the knob"5" is regulated clockwise, the width ratio
increase, conversely, it decrease. It can be selected between 0.1-0.9.
④
.Regulation of up-slope time: when the knob "9" is regulated clockwise, the time increase,
conversely, it decrease. It can be selected between 0-105S.
⑤
.Regulation of down-slope time:when the knob"10" is regulated clockwise, the time
increase,conversely,it decrease.It can be selected between 0-10S.